

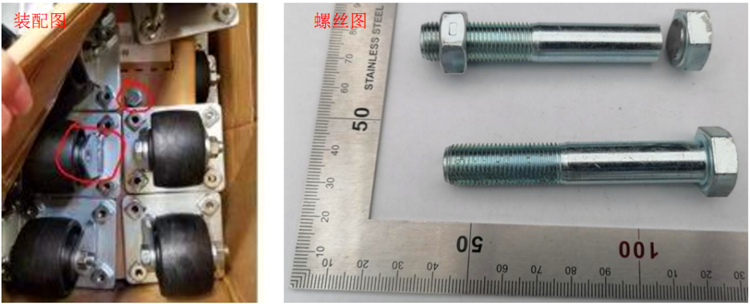
仪表盘前臂铝合金安装套筒断裂
01.样品信息及问题描述
|
Point |
Si |
Fe |
Cu |
Mn |
Mg |
Zn |
Cr |
Ti |
Others |
Al |
|
| Individual | Total | ||||||||||
| Average | 0.087 | 0.122 | 2.21 | 0.044 | 1.46 | 6.36 | 0.029 | 0.039 | <0.05 | <0.10 | 89.6 |
|
7A03 规格 |
0.20 max |
0.20 max |
1.8- 2.4 |
0.10 max |
1.2- 1.6 |
6.0- 6.7 |
0.05 max |
0.02- 0.08 |
0.05 Max |
0.10 Max |
余量 |

")
| Spectrum | C | O | Mg | Al | Si | S | Cl | K | Ca | Fe | Cu | Zn | Total |
| 1 | 18.52 | 6.28 | 1.13 | 64.86 | / | / | / | / | / | / | 2.49 | 6.71 | 100 |
| 2 | 61.15 | 31.75 | / | 1.64 | 0.39 | 0.82 | 0.29 | 0.59 | 0.54 | 0.57 | / | 2.27 | 100 |
| 3 | 16.19 | 4.69 | 1.21 | 69.38 | / | / | / | / | / | / | 2.21 | 6.32 | 100 |
| 4 | 60.36 | 36.91 | / | 0.99 | 0.23 | 0.55 | 0.22 | 0.48 | 0.26 | / | / | / | 100 |

| Spectrum | C | O | Mg | Al | Cu | Zn | Total | |
|
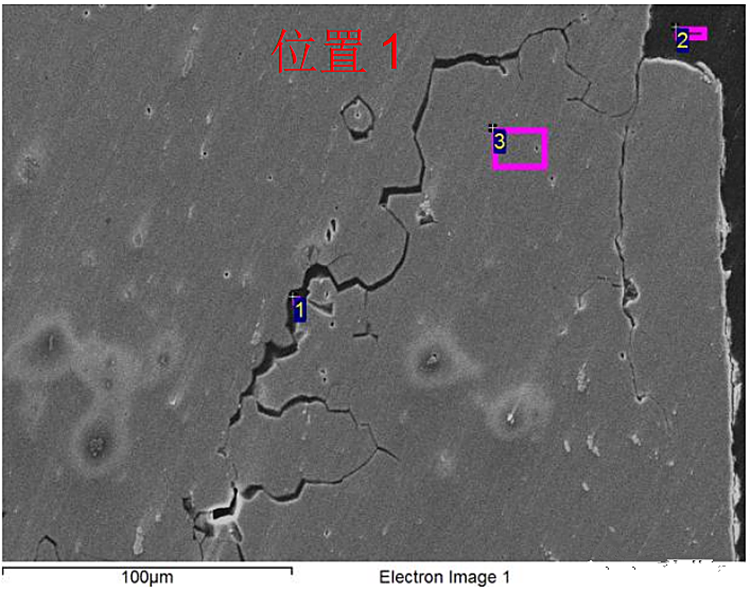
位置1 |
1 | 70.43 | 16.62 | 0.26 | 11.83 | / | 0.86 | 100 |
| 2 | 77.98 | 22.02 | / | / | / | / | 100 | |
| 3 | 9.02 | 1.40 | 1.16 | 79.29 | 2.26 | 6.86 | 100 | |
")
")
")
| 断裂试样 | 表层 | 内部 | 牙部 | 断口 | 裂纹 |
| HV 0.3 | 156 | 175 | 171 | 175 | 172 |
建议对套筒及螺丝安装质量自我查证。
推荐阅读:
失效分析服务介绍
计算机铝合金支架失效分析
扫描电镜(SEM)的基本影响要素
2023年优尔鸿信网络研讨会排期表
扫描电子显微镜(SEM)的原理及应用
 【失效分析】螺栓装配过程中断裂失效
2024-04-11
【失效分析】螺栓装配过程中断裂失效
2024-04-11
 【失效分析】双头螺栓断裂失效分析
2024-03-27
【失效分析】双头螺栓断裂失效分析
2024-03-27
 【失效分析】螺杆断裂失效
2024-03-21
【失效分析】螺杆断裂失效
2024-03-21
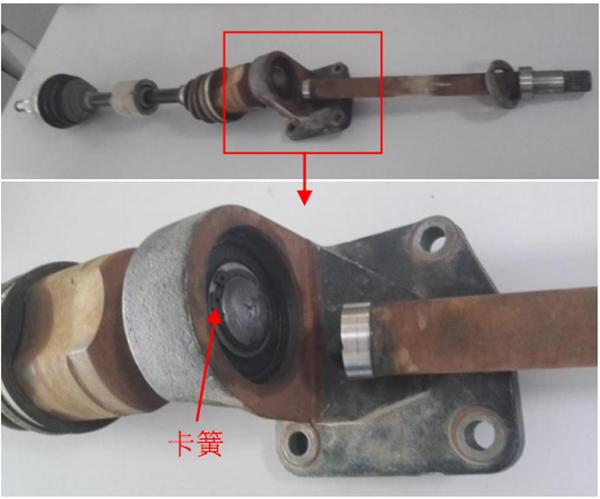 【失效分析】汽车驱动轴断裂
2024-03-02
【失效分析】汽车驱动轴断裂
2024-03-02
 【失效分析】差速器螺栓失效分析
2024-02-22
【失效分析】差速器螺栓失效分析
2024-02-22
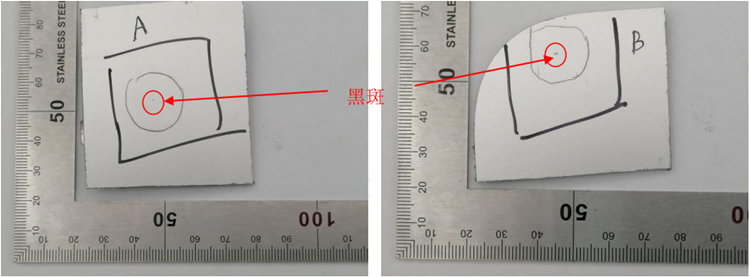 【失效分析】铝合金框架阳极黑斑
2024-02-19
【失效分析】铝合金框架阳极黑斑
2024-02-19








