
材料失效分析
测试背景
测试项目及测试规范
测试项目
测试规范
SEM形貌观察
按设备生产商方法
SEM+EDS成分分析
按设备生产商方法
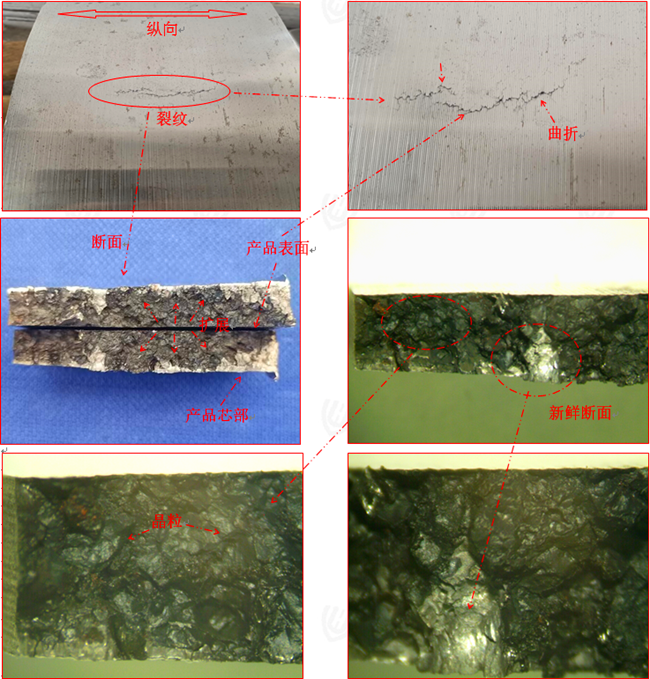
表面观察
依客户要求
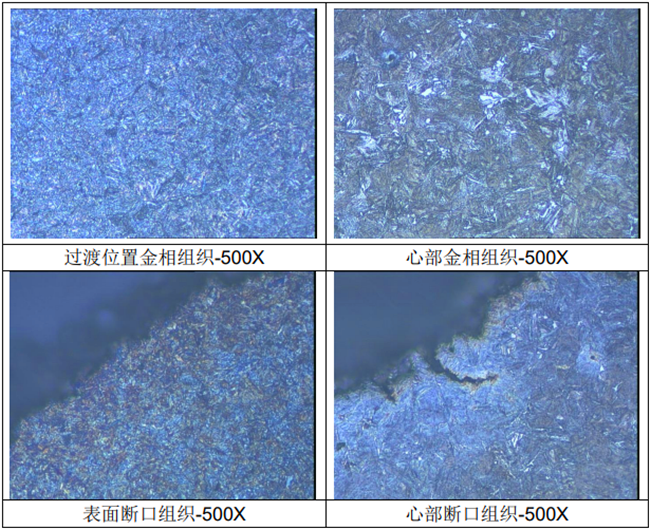
金相组织
GB/T 13298-2015
离子浓度
IPC-TM-650
电导率
按设备生产商方法
名称
型号
内部编号
标准有效
扫描电子显微镜
SU1510
9WX-0039
无需校验
金相显微镜
AXIO Imager.A2m
727-0001
2021-03-10
离子色谱仪
ICS-1100
603-0002
2021-08-26
电导仪
CON700
506-0020
2021-12-23


表1 样品表面EDS成分测试结果(wt%)
")


图5 NG区域截面形貌及EDS成分测试位置
")


表3削液Cl-离子及电导率检测

表4 验证条件及验证结果



建议:切削液供应商检讨切削液稳定性。
其它阅读:
 【失效分析】差速器疲劳测试时开裂
2024-02-03
【失效分析】差速器疲劳测试时开裂
2024-02-03
 2024 年第二十届能力验证活动邀请函
2024-01-27
2024 年第二十届能力验证活动邀请函
2024-01-27
 【失效分析】梅花头失效分析案例
2024-01-25
【失效分析】梅花头失效分析案例
2024-01-25
 S136模仁注塑开裂分析
2023-11-05
S136模仁注塑开裂分析
2023-11-05
 【失效分析】铝材表面湿度处理后脏污不良分析
2023-10-16
【失效分析】铝材表面湿度处理后脏污不良分析
2023-10-16
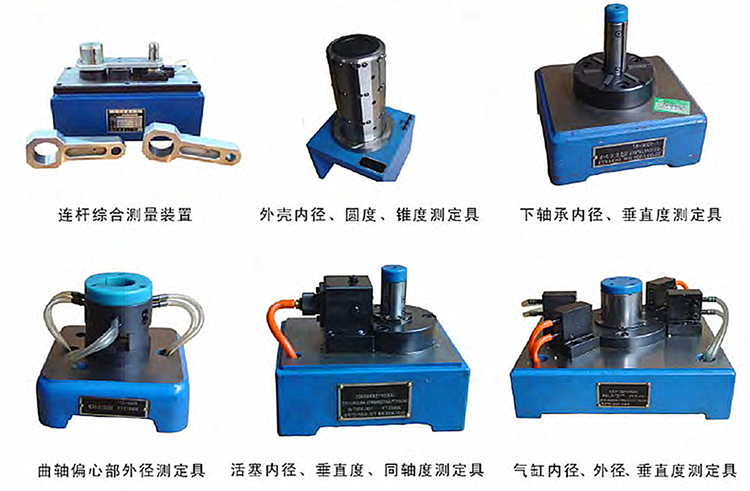 形位公差及检测设备介绍
2023-10-14
形位公差及检测设备介绍
2023-10-14








