【失效分析】仪表盘前臂铝合金安装套筒断裂
05月,06,2023 | 浏览次数:116099

仪表盘前臂铝合金安装套筒断裂
01.样品信息及问题描述
汽车仪表盘前臂铝合金安装套筒在服役一年后发生断裂,失效比例为1/30万,如图1所示。为此委托实验室对断裂样品进行检测,分析失效的根本原因,以便针对性改善。
铝套筒制造流程:7A03铝线材→冷镦→攻丝→热处理强化→表面防护处理。
套筒是装配在前座仪表盘后面的,起固定作用,一组有6颗螺柱,承受的力估计10kg左右。若样品有内部裂纹或安装偏斜,则极易导致断裂。
图1 样品形貌图
02.测试结果
2.1 材质化学成分
对套筒的化学成分进行测试,结果如表1所示,可见:
根据GB/T 3190-2008,套筒的成分符合7A03的成分规格。
表1 安装套筒成份测试结果
Point
|
Si
|
Fe
|
Cu
|
Mn
|
Mg
|
Zn
|
Cr
|
Ti
|
Others
|
Al
|
|
Individual
|
Total
|
|
Average
|
0.087
|
0.122
|
2.21
|
0.044
|
1.46
|
6.36
|
0.029
|
0.039
|
<0.05
|
<0.10
|
89.6
|
|
7A03
规格
|
0.20
max
|
0.20
max
|
1.8-
2.4
|
0.10
max
|
1.2-
1.6
|
6.0-
6.7
|
0.05
max
|
0.02-
0.08
|
0.05
Max
|
0.10
Max
|
余量
|
2.2 试样断口SEM +EDS分析
断口清洗后,对其进行SEM形貌观察+EDS成分分析,结果如图2~3及表2所示,可以发现:
裂纹源分布于套筒内螺牙根部,表面有摩擦的痕迹,同时周围断口变的平滑,应该是断裂面间相互摩擦所致;裂纹源位置有少量异物,成分主要为C、O,可能是沾染的脏污;
扩展区与瞬断区呈解理断裂形貌,未发现明显的疲劳断裂特征的贝纹线,断面上有内裂纹,裂纹似乎都从内螺牙延伸至套筒外壁。
图2 试样断口形貌
图3 EDS成分分析位置(100×)
表2 EDS成分分析结果(wt %)
|
Spectrum
|
C
|
O
|
Mg
|
Al
|
Si
|
S
|
Cl
|
K
|
Ca
|
Fe
|
Cu
|
Zn
|
Total
|
|
1
|
18.52
|
6.28
|
1.13
|
64.86
|
/
|
/
|
/
|
/
|
/
|
/
|
2.49
|
6.71
|
100
|
|
2
|
61.15
|
31.75
|
/
|
1.64
|
0.39
|
0.82
|
0.29
|
0.59
|
0.54
|
0.57
|
/
|
2.27
|
100
|
|
3
|
16.19
|
4.69
|
1.21
|
69.38
|
/
|
/
|
/
|
/
|
/
|
/
|
2.21
|
6.32
|
100
|
|
4
|
60.36
|
36.91
|
/
|
0.99
|
0.23
|
0.55
|
0.22
|
0.48
|
0.26
|
/
|
/
|
/
|
100
|
2.3 断裂套筒纵剖切片SEM形貌观察+EDS成分分析
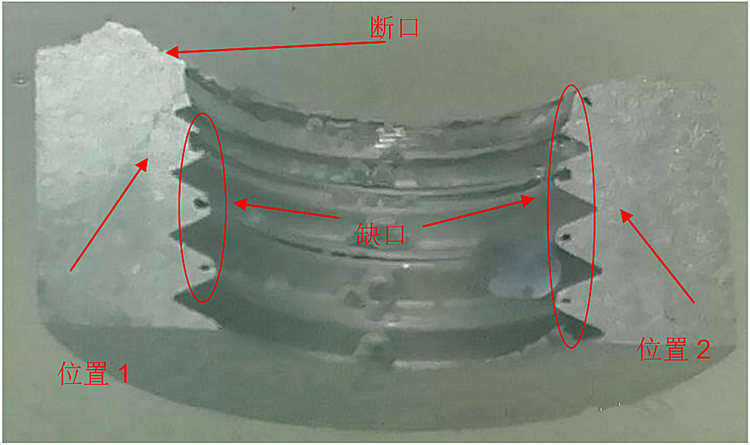
对套筒断口切片进行SEM形貌观察+ EDS成分分析,结果如图4~5及表3所示,可见:
位置1、2及断口位置,都存在一些长短不一的裂纹,裂纹都起源于螺牙根部,向材料内部延伸,位置1的裂纹较宽,同时螺牙都存在一些缺口;
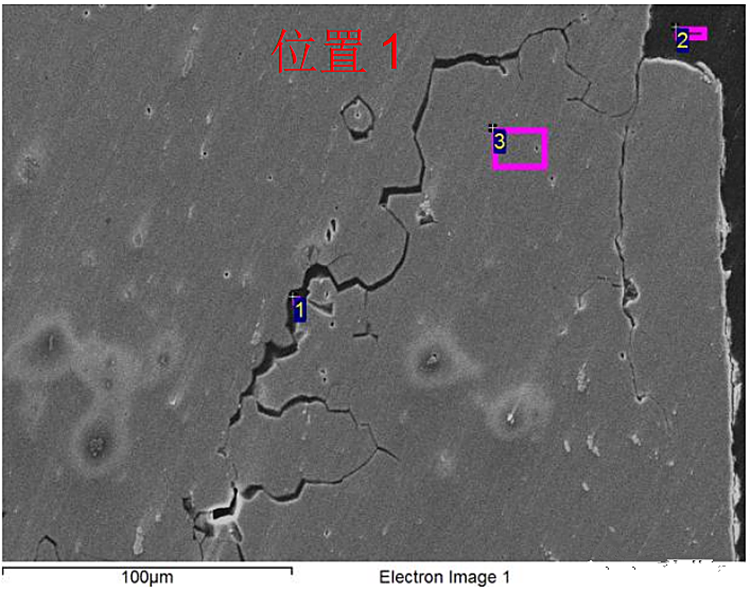
位置1的裂纹内部成分主要为C、O与周边镶埋胶成分一致,应为镶埋胶进入试样造成,未发现化学溶液残留相关成分,推测套筒的裂纹应该产生于表面处理后。
图4 断裂试样切片形貌
图 5 EDS 成分分析位置(500×)
表 3 EDS 成分分析结果(wt %)
|
Spectrum
|
C
|
O
|
Mg
|
Al
|
Cu
|
Zn
|
Total
|
位置1
|
1
|
70.43
|
16.62
|
0.26
|
11.83
|
/
|
0.86
|
100
|
|
2
|
77.98
|
22.02
|
/
|
/
|
/
|
/
|
100
|
|
3
|
9.02
|
1.40
|
1.16
|
79.29
|
2.26
|
6.86
|
100
|
2.4 套筒螺牙形貌
对断裂套筒的螺牙形貌进行观察,结果如图 6 所示,可见:
位置1、2的裂纹都是延晶界扩展;
螺牙不完整,牙尖都有大小不一的缺口,部分区域变形。
图 6 套筒螺牙形貌(50×)
2.5 套筒金相组织
对断裂套筒的金相形貌进行观察,结果如图 7~8 所示,可见:
断裂位置与未断裂位置的夹杂物尺寸较小;
试样表层晶粒较为粗大,内部及牙部晶粒细小。
图 7 试样夹杂物形貌图(500×)
图 8 试样金相组织(100×)
2.6 材质维氏硬度
对断裂试样表层与芯部维氏硬度进行测量,结果如表 4 所示,可见:
试样的内部、牙部、断口及裂纹位置硬度均~170 HV,仅在试样表层粗晶层硬度较低,为 156 HV。
表4 断裂试样维氏硬度测试结果
|
断裂试样
|
表层
|
内部
|
牙部
|
断口
|
裂纹
|
|
HV 0.3
|
156
|
175
|
171
|
175
|
172
|
03.分析讨论
本案中铝材套筒符合 Al 7A03 材质标准规定,夹杂物尺寸较小,除表层局部区域晶粒较大造成晶硬度下降,其它位置的金相组织及硬度均无异常,表明铝线材冷加工及热处理工艺正常。
从套筒内螺牙上的变形、缺口及其从牙根萌生的裂纹等,可以推断造成套筒开裂是由于套筒与螺丝组合装配偏斜造成的。由于装配偏斜导致配合不牢固,服役过程中易受到横向作用力,从而在应力集中的螺牙位置产生初生微裂纹,微裂纹面在行驶中相互摩擦形成摩擦痕;当因行驶条件恶劣导致横向作用力较大时,初生裂纹便迅速扩展,造成套筒的瞬间断裂。
04.结论
套筒符合 Al 7A03 的材质及力学性能的要求,冷加工/热处理工艺未见明显异常;
套筒断口属于脆性解理模式,裂纹起源于内螺牙位置,推测套筒或螺丝安装过程不当造成的,这种装配组合牢固性略差,不耐横向作用力冲击,可能是本套筒断裂的主要原因;
建议对套筒及螺丝安装质量自我查证。
推荐阅读:
失效分析服务介绍
汽车发动机支架断裂分析
计算机铝合金支架失效分析
2023年优尔鸿信网络研讨会排期表
2026年第二十二届能力验证活动邀请函



")

")
")
")








