
铝合金加工中存在的常见问题及解决方法-阳极膜缺陷及解决办法
一、凹陷
主要原因
①冲压模具上有坚硬的固体颗粒(铝材碎屑、喷砂颗粒等),在冲压制程中被挤入;
②人为原因,如工具碰刮伤;
③由于模具原因产生的摩擦纹。

氧化铝挤压入基材
解决办法
主要原因
①表面粘附脏污造成的目视效果;
②夹杂物被腐蚀产生的凹坑形成的目视效果;
③制程中材料局部区域形成腐蚀孔洞造成的目视效果。

腐蚀孔洞

抛光液与抛光盘碎屑粘附
解决办法
①加强抛光制程中的清洗作用;注意转运托盘内衬的清洁;员工拿取试样要用手套,并定期更换;
②对来料进行严格检查,杜绝不良原料进如生产,并可以对材料的耐蚀性进行监管。
三、花斑/条带缺陷
主要原因
①铝材组织不均匀,局部区域晶粒异常(较大或较小);
②人为原因,如工具碰刮伤。

碰刮伤造成阳极条带状异色

晶粒异常
解决办法
①原料在处理过程中去除粗晶层;热处理制程中工艺异常;
②在存储、转运等过程中注意不要产生震动;尽量选取较软的托盘内衬,防止刮伤。
四、阳极膜爆膜
主要原因
①阳极制程中出现工艺异常,阳极温度过高,电流异常过大,槽液使用过长,造成有害元素含量过高;
②封孔质量好;夏季时封孔试样保存不好,被太阳暴晒;膜厚较厚。
解决办法
①严格管控管控阳极制程工艺参数,定时更换槽液;
推荐阅读:

 电子电气产品检测
2025-10-25
电子电气产品检测
2025-10-25
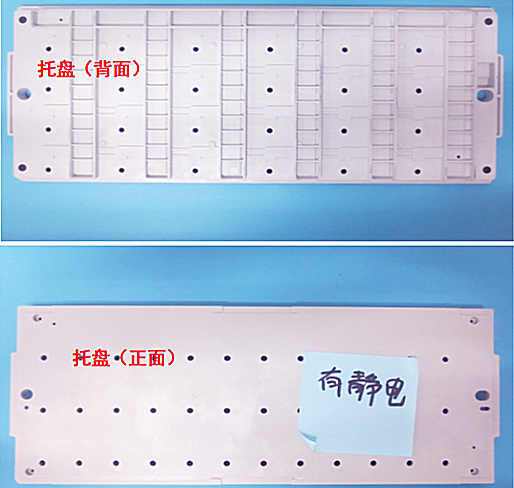 【失效分析】托盘抗静电性能失效分析
2025-09-28
【失效分析】托盘抗静电性能失效分析
2025-09-28
 增材制造(3D打印)产业一站式检测解决方案
2025-09-06
增材制造(3D打印)产业一站式检测解决方案
2025-09-06
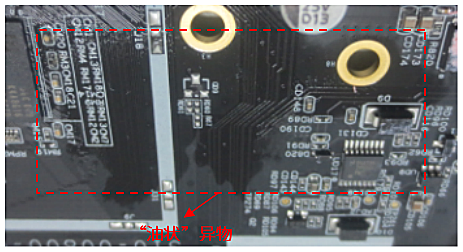 【失效分析】PCB主板表面"油状"异物分析
2025-08-23
【失效分析】PCB主板表面"油状"异物分析
2025-08-23
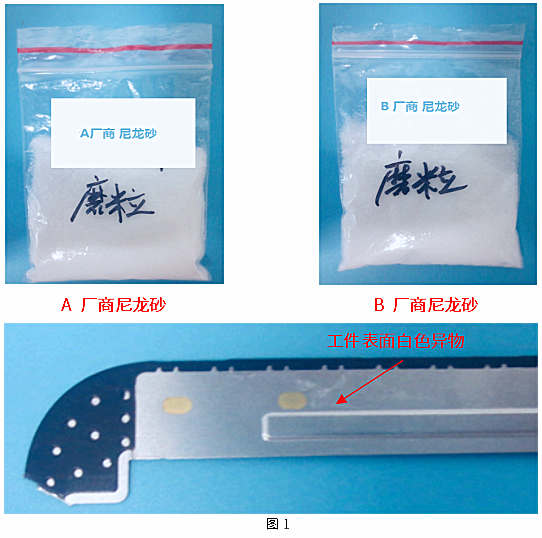 【失效分析】应用成分对比分析判断产品优劣
2025-08-09
【失效分析】应用成分对比分析判断产品优劣
2025-08-09
 【失效分析】显示器外壳件开裂异常分析
2025-07-26
【失效分析】显示器外壳件开裂异常分析
2025-07-26








