
客户铝合金框架:铝圆饼→挤压→退火→冲压→CNC→喷砂→阳极。CNC加工后发现铝材表面存在黑斑,阳极后更加明显,如图1所示。不良比例较高,为此委托实验室分析造成黑斑的原因,便于确认责任,进行制程改进。

02.测试项目、规范、信息
测试项目
测试规范
设备名称
实验条件
SEM 形貌观察
GB/T 16594-2008
扫描电子显微镜及能谱仪
加速电压:15kV
EDS 成分分析
GB/T 17359-2012
表面观察
WI-032-153
3D 显微镜(VHX-H5M)
/
WI-032-048
金相显微镜(Capture 2.1)
金相组织
GB/T 13298-2015
金相显微镜(Capture 2.1)
/
夹杂物分析
材质维氏硬度
GB/T 4340.1-2009
维氏硬度计
/
常用材料化学成分
ASTM E1251-17a
火花原子放射光谱仪
/


")
表1-EDS分析结果(%)
Spectrum
C
O
Mg
Al
Si
S
Ni
A 黑斑
1
19.27
44.11
2.52
29.59
0.38
2.87
1.27
2
34.18
41.59
1.26
19.09
0.45
3.10
0.34
3
47.41
26.37
0.90
20.21
0.56
3.95
0.60
B 黑斑
1
5.99
48.61
8.18
34.22
/
1.97
1.01
2
8.16
54.37
0.48
31.71
/
4.08
1.20
3
7.03
44.74
5.82
37.24
/
3.15
2.01
正常
1
5.73
51.16
/
35.97
0.39
5.39
1.36
2
6.07
50.65
/
36.20
0.27
5.18
1.62
备注:成分数据为半定量分析结果,仅供参考,成分为质量百分比。

")
表2-EDS分析结果(%)
Spectrum
C
O
Mg
Al
Si
Total
A 黑斑
1
6.16
24.13
4.93
64.29
0.49
100
2
5.74
17.62
7.54
69.09
/
100
3
8.74
14.47
5.13
71.15
0.51
100
4
9.39
3.19
0.46
86.96
/
100
B 黑斑
1
11.91
30.01
6.25
51.14
0.69
100
2
10.65
18.99
6.51
63.86
/
100
3
17.67
27.98
6.97
46.65
0.74
100
4
6.76
3.04
0.53
89.67
/
100
备注:成分数据为半定量分析结果,仅供参考,成分为质量百分比。

表2 硬度测试结果
样品类型
HV 0.3
A-正常
90.5
A-黑斑
89.8
B-正常
91.2
B-黑斑
91.0
备注:测试结果为三点平均值。
表3 样品化学成分测试结果(%)
Other
each
Other
total
0.05
max
0.15
max
Client
Spec.
0.20-
0.60
0.35
Max.
0.10
Max
0.10
Max
0.45-
0.90
0.10
Max.
0.10
Max.
0.10
Max.
成分
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
Al
试样
0.469
0.191
0.016
0.002
0.61
0.002
0.007
0.016
余量
备注:测试结果为质量百分比。
05.结论4、建议原料工艺厂商加强对铝材熔炼工艺管理,防止出现炉渣残留。
推荐阅读:

 全氟及多氟烷基物质(PFAS)及其检测介绍
2026-01-17
全氟及多氟烷基物质(PFAS)及其检测介绍
2026-01-17
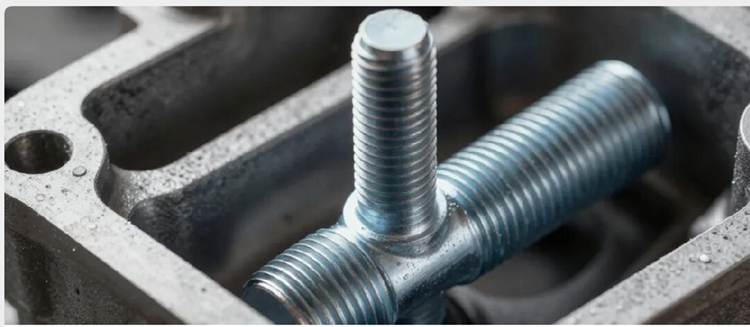 【失效分析】汽车发动机螺栓断裂分析
2025-12-17
【失效分析】汽车发动机螺栓断裂分析
2025-12-17
 汽车材料及零部件测试
2025-11-27
汽车材料及零部件测试
2025-11-27
 环境及有害物质检测
2025-11-15
环境及有害物质检测
2025-11-15
 仪器校准及精密量测
2025-11-01
仪器校准及精密量测
2025-11-01
 材料分析检测服务
2025-11-01
材料分析检测服务
2025-11-01








