
差速器螺栓失效分析
01.测试背景

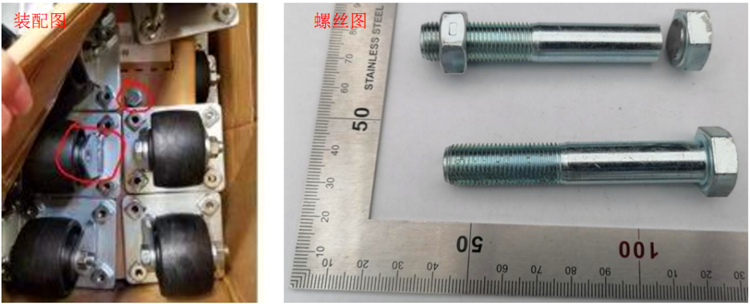
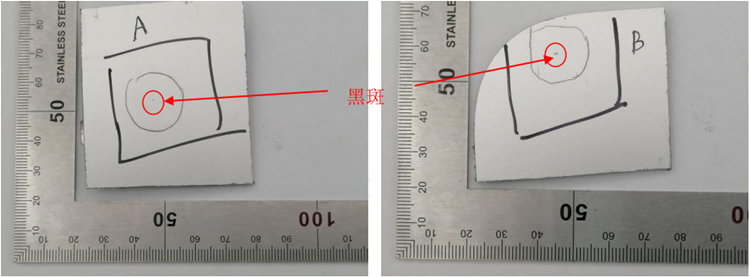
图1-断裂试样及正常样品图
试样
1-断裂
断裂时间
2022/3/9
断裂地点
长沙-3976KM
03.测试项目规范及设备信息
SEM(HITACHI)&
EDS(HORIBA)
测试项目
测试规范
设备名称
实验条件
SEM 形貌观察
GB/T 16594-2008
加速电压:15KV
EDS 成分分析
GB/T 17359-2012
表面观察
WI-032-048
立体显微镜
/
金相组织
GB/T 13298-2015
金相显微镜
材质维氏硬度
GB/T 4340.1-2009
维氏硬度计
常用化学成分
GB/T 4336-2016
火花原子放射光谱仪


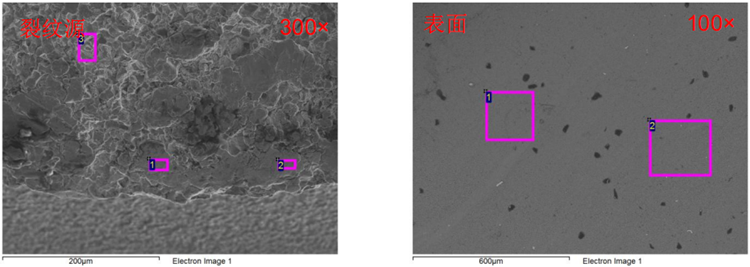
表2-EDS分析结果(%)
Spectrum
C
O
P
Cr
Mn
Fe
Zn
Total
裂纹源
1
1.72
0.92
/
0.92
/
95.96
0.47
100
2
0.99
1.35
0.17
0.78
0.60
95.66
0.44
100
3
4.32
1.56
/
0.87
/
93.25
/
100
表面
1
6.85
39.88
12.93
0.84
/
13.48
26.02
100
2
6.66
40.52
12.59
0.79
/
13.23
26.21
100
备注:成分数据为半定量分析结果,仅供参考,所给成分为质量百分比。


表3-维氏硬度测试结果
12.9 级螺杆硬度
GB/T 0.98.1-2010
39-44 HRC
385-435 HV
试样
HV 0.3
芯部
牙部
断裂
432
478
正常
430
424
备注:测试结果为三点平均值。
表4-化学成分测试结果(%)
JIS G
4053:2008
SCM435
0.33-
0.38
0.15-
0.35
0.60-
0.90
0.030
max
0.030
max
0.25
max
≤0.09
0.15-
0.30
Sample
C
Si
Mn
P
S
Cr
Ni
Mo
Fe
1
0.364
0.204
0.64
0.025
0.005
0.96
0.010
0.187
余量
通过对断裂及正常螺栓进行分析,可以发现:
2、磷化处理后要做好除氢工艺。
推荐阅读:

 【失效分析】螺栓装配过程中断裂失效
2024-04-11
【失效分析】螺栓装配过程中断裂失效
2024-04-11
 【失效分析】双头螺栓断裂失效分析
2024-03-27
【失效分析】双头螺栓断裂失效分析
2024-03-27
 【失效分析】螺杆断裂失效
2024-03-21
【失效分析】螺杆断裂失效
2024-03-21
 【失效分析】汽车驱动轴断裂
2024-03-02
【失效分析】汽车驱动轴断裂
2024-03-02
 【失效分析】差速器螺栓失效分析
2024-02-22
【失效分析】差速器螺栓失效分析
2024-02-22
 【失效分析】铝合金框架阳极黑斑
2024-02-19
【失效分析】铝合金框架阳极黑斑
2024-02-19








