
汽车驱动轴断裂失效分析
01.测试背景
02.测试内容、设备及方法
测试内容
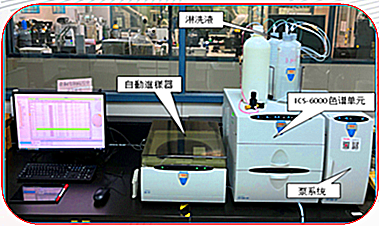
测试设备
测试方法
宏观观察
3D显微镜(VHX-7000)
依客户要求
微观形貌观察
SEM(SU1510)
加速电压15KV
淬硬层深度
维氏硬度计(Mitutoyo)
GB/T 9450-2005
夹杂物分析
金相显微镜(Zeiss Imager.A2m)
GB/T 10561-2005
金相组织
金相显微镜(ZEISS Imager.A2m)
GB/T 13298-2015
化学成分
火花原子光谱仪(SPECTRO MAXx)
ASTM E 415-2021
维氏硬度
维氏硬度计(Mitutoyo)
JIS Z 2244-2020
3.1 断口宏观观察

3.2 断口SEM形貌观察

3.3 低倍组织观察

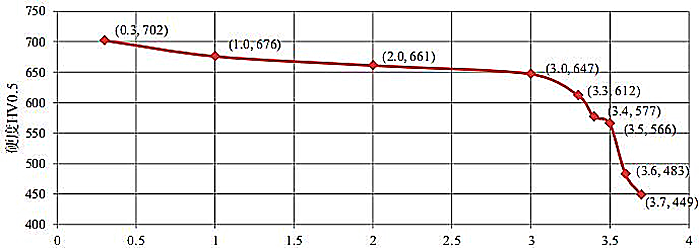
3.4 淬硬层深度测量
3.5 夹杂物与金相组织观察

小结:
1. 纵截面切片可观察到较多长条状硫化物夹杂与少量球状氧化物夹杂,参照GB/T 10561-2005,采用A法进行夹杂物评级为A2,D0.5。
3.6 化学成分分析
元素
C
Si
Mn
P
S
Al
Cu
Fe
点1
0.513
0.277
0.823
0.009
0.011
0.027
0.029
余量
点2
0.518
0.278
0.833
0.009
0.010
0.027
0.029
余量
平均值
0.515
0.277
0.828
0.009
0.011
0.027
0.029
余量
Cf53(客户提供) Unit:%
C
Si
Mn
P
S
Al
Cu
0.50-0.56
0.15-0.30
0.65-0.90
≤0.025
0.010-0.025
0.015-0.040
≤0.25
3.7 硬度测量
测试位置
表面硬度
芯部硬度
硬度 HV0.5
720
201
转HRC或HB
61.0HRC
201HB
规格要求
58-62HRC
160-240HB
3. 改善热处理工艺,中频淬火前增加调质处理,改善组织偏析,提高轴的综合力学性能。
推荐阅读:

 电子开关短路失效分析
2023-09-08
电子开关短路失效分析
2023-09-08
 差式扫描量热法(DSC)介绍
2023-09-05
差式扫描量热法(DSC)介绍
2023-09-05
 电子产品离子清洁度能力介绍
2023-09-02
电子产品离子清洁度能力介绍
2023-09-02
 优尔鸿信可靠度新增项目
2023-08-28
优尔鸿信可靠度新增项目
2023-08-28
 医疗器械柱塞泵堵塞失效分析
2023-08-26
医疗器械柱塞泵堵塞失效分析
2023-08-26
 PCB应力应变测试技术
2023-08-23
PCB应力应变测试技术
2023-08-23








