
01.测试背景

02.实验方案
分析流程
测试项目
测试设备
表面观察
宏观形貌观察
3D显微镜
微观形貌观察及成分分析
扫描电子显微镜(SEM)+EDS(能谱仪)
切片观察
截面切片观察
金相显微镜
截面成分分析
扫描电子显微镜(SEM)+EDS(能谱仪)
材质分析
化学成分测试
火花原子光谱仪
硬度分析
硬度测试
维氏硬度计
结论与建议
结果分析
/

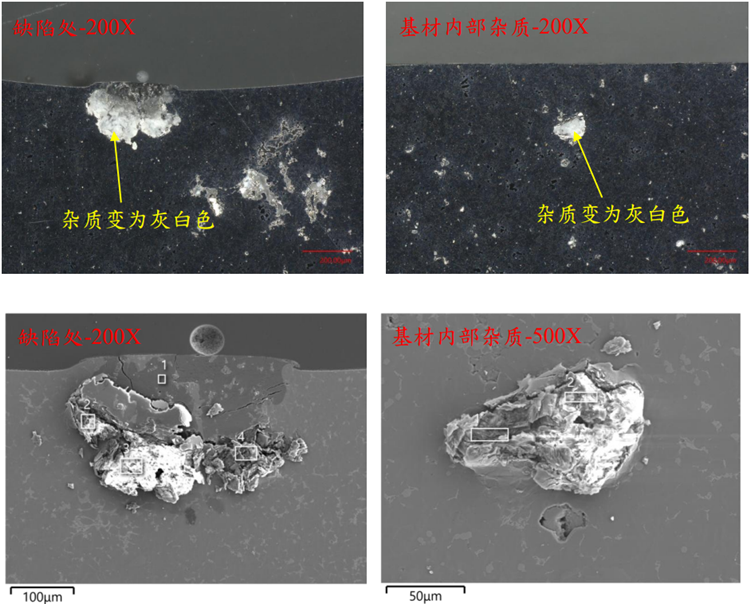
3.2微观形貌观察及成分分析
1.裂纹附近阳极膜完整,其形貌正常,无明显受力破损痕迹;
2.裂纹处及其附近正常区域均为阳极膜成分,推测裂纹中可能存在阳极膜;
3.区域3开裂处存在异物,EDS测试结果表明其主要含C、O元素,推测该异物可能为塑胶。

图3-开裂外壳微观形貌图
表1-开裂外壳表面成分结果(wt%)
Spectrum
C
O
Al
S
Ni
Total
区域1
1
/
52.61
42.25
5.14
/
100
2
/
54.85
40.70
4.45
/
100
区域2
3
/
46.68
45.18
5.24
2.90
100
4
/
52.35
42.32
5.34
/
100
区域3
5
64.89
34.17
0.93
/
/
100
6
63.19
34.34
1.47
0.99
/
100
区域4
7
/
49.27
45.46
5.27
/
100
8
/
50.83
42.67
4.78
1.71
100
1.塑料条底部基材厚薄不均,裂缝处基材厚度最薄,仅为278μm;
2.开裂处裂缝贯穿整个铝合金基体,裂缝由外测向内腔间隙逐渐变小,最宽处约66μm;
3.裂缝内部基材呈锯齿状,且锯齿具有统一的方向,呈典型的受力开裂特征;

3.4截面成分分析
1.外壳裂缝中基材表面可检测到阳极膜成分,且存在较完整的阳极膜结构,说明裂缝在阳极制程之前已存在;
2.裂缝中靠近塑胶位置异物成分与塑胶成分一致,说明注塑成型时该裂缝已存在。

图5-外壳裂纹处截面形貌图
表2-截面EDS成分测试结果(wt%)
Spectrum
C
O
Al
si
S
Ca
Total
1
/
55.55
40.61
/
3.83
/
100
2
/
52.43
42.60
/
4.97
/
100
3
/
53.42
42.29
/
4.29
/
100
4
/
/
100.00
/
/
/
100
5
68.02
31.98
/
/
/
/
100
6
/
8.19
91.81
/
/
/
/
7
64.57
35.43
/
/
/
/
100
8
/
50.17
7.66
26.07
/
16.10
100
开裂外壳铝合金基材化学成分符合客户要求。
表3-开裂外壳铝合金基材成分结果表(Unit:wt%)
样品
Si
Fe
Cu
Mn
Mg
Al
开裂外壳
0.73
0.15
0.015
0.020
0.76
98.3
客户要求
0.72-0.78
0.14-0.20
0.010-0.020
0.015-0.025
0.72-0.78
余量
开裂外壳裂缝附近硬度与其他位置硬度无明显差异,均符合客户要求。
表4-硬度测试结果
测试区域
材质维氏硬度(HV0.3)
测试点1
测试点2
测试点3
平均值
裂缝附件
116
119
119
118
远离裂缝
118
117
117
117
客户要求
大于100HV
推荐阅读:

 【失效分析】LED显示屏模组烧毁分析
2026-07-27
【失效分析】LED显示屏模组烧毁分析
2026-07-27
 【失效分析】MLCC电容失效分析案例
2026-07-20
【失效分析】MLCC电容失效分析案例
2026-07-20
 【失效分析】铸铝阀体装配不良分析
2026-05-16
【失效分析】铸铝阀体装配不良分析
2026-05-16
 【失效分析】IC芯片微短路失效
2026-04-18
【失效分析】IC芯片微短路失效
2026-04-18
 AI服务器常用材料检测一站式解决方案
2026-03-21
AI服务器常用材料检测一站式解决方案
2026-03-21
 【失效分析】芯片ESD损伤分析
2026-02-02
【失效分析】芯片ESD损伤分析
2026-02-02








