
01.测试背景
客户生产过程中,部分中轴五档齿轮卡圈在装配时发生断裂。客户送检2pcs样品,1#样品为断裂卡圈,2#样品为同批次未使用卡圈,样品如下图1所示。
卡圈材质为65Mn(成分如下表所示),板材冲压法制备。
热处理工艺:加热至830~850℃淬油,回火温度410~430℃,表面经发黑处理,处理过程不接触酸。根据客户要求,对断裂卡圈进行失效分析测试,以期找出其断裂原因。

卡圈化学成分(客户提供,Unit:%):
65Mn
C
Si
Mn
P
S
Fe
0.64
0.23
1.10
0.026
0.018
余量
02.实验方案
分析流程
测试项目
测试设备
形貌观察及成分分析
宏观形貌观察
3D显微镜
微观截面形貌观察及成分分析
扫描电子显微镜(SEM)+能谱仪(EDS)
切片观察
夹杂物分析
金相显微镜
金相组织
硬度分析
硬度测试
维氏硬度计
结果
结果分析
/
03.测试结果
3.1 宏观形貌观察
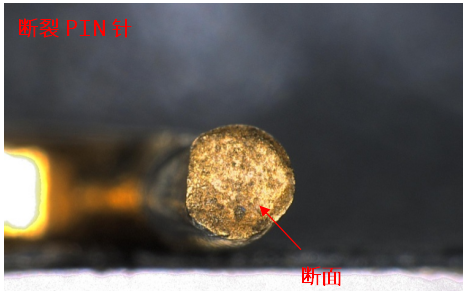
断裂卡圈断面的绝大部分区域(B、C位置)呈亮灰色,且可观察到许多小亮面,周边(A位置)呈深灰色;从侧面照片可以看出,断面平整,无明显塑性变形,说明其整体为脆性断裂。

3.2 微观形貌观察及成分分析
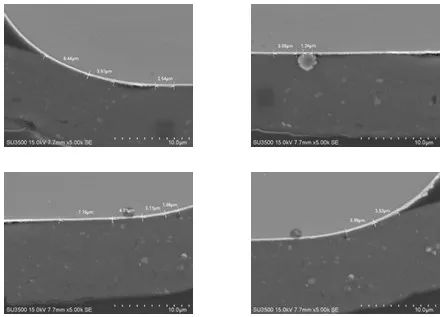
1.卡圈断面边缘小区域A位置可观察到少量韧窝,为韧性断裂;其他大面B和C位置呈冰糖状,晶面光滑,且可观察到一些二次裂纹,为沿晶脆性断裂,但也存在少量穿晶断裂。
2.断面A位置和B位置表面化学成分未见明显异常。



表1-1#样品区域A成分结果(wt%)
Spectrum
C
Mn
Fe
1
8.89
0.62
90.50
2
8.47
1.30
90.23
3
3.22
1.13
95.65
表2-1#样品区域B成分结果(wt%)
Spectrum
C
Mn
Fe
1
3.30
1.39
95.31
2
2.72
1.39
95.89
3
3.09
0.82
96.09
3.3 切片观察
1.NG和OK卡圈的基体中均无较大的夹杂物或气孔存在。
2.NG卡圈断口及基体的金相组织与OK卡圈基体无明显差异,均为保持马氏体位向分布的回火屈氏体。


3.4 硬度测试
2个卡圈的硬度无明显差异,且均符合规格要求。
表3-卡圈硬度结果表
样品及规格
HV0.5
转HRC
1#
499
49
2#
497
49
规格要求
/
42-50
04.分析讨论
1.NG卡圈断面平整,无明显塑性变形,整体呈脆性断裂。
2.NG卡圈断面大部分区域呈冰糖状,晶面光滑,为沿晶脆断伴随少量穿晶断裂,且可观察到一些二次裂纹,边缘少部分区域可观察到明显韧窝,为韧性断裂;断面化学成分无明显异常。
3.NG&OK卡圈基体均无较大的夹杂物或气孔存在,金相组织也无明显差异,均为保持马氏体位向分布的回火屈氏体。
4.断裂卡圈的硬度符合规格要求,但接近管控上限。
05.结论
NG卡圈整体为脆性断裂,发黑处理过程未接触酸,且断口无氢脆特征,排除氢脆可能。断面沿晶断裂位置晶面光滑,无第二相薄片或碳化物存在,金相组织及硬度均无明显异常,排除过烧可能。
65Mn卡圈中合金元素Mn含量较高,可促使杂质在晶界处偏聚,降低材质韧性;且钢中P含量超过0.020%,也会促使材质脆性增加。同时,卡圈硬度偏高(接近管控上限),回火温度为410~430℃,较接近第一类回火脆性温度(250~400℃)。
综上推测其为回火脆性导致的脆性断裂。
06.改善建议
1.降低原材料杂质含量
2.改善热处理工艺(如适当提高回火温度)等。
推荐阅读:

 【失效分析】塑胶盖表面粘胶异常
2025-06-28
【失效分析】塑胶盖表面粘胶异常
2025-06-28
 【失效分析】显示器外壳异常变形不良分析
2025-05-17
【失效分析】显示器外壳异常变形不良分析
2025-05-17
 【失效分析】铜端子PIN针断裂失效分析
2025-04-12
【失效分析】铜端子PIN针断裂失效分析
2025-04-12
 【失效分析】鸽环灵敏度不良分析
2025-03-19
【失效分析】鸽环灵敏度不良分析
2025-03-19
 【失效分析】汽车摆臂球头断裂
2025-03-08
【失效分析】汽车摆臂球头断裂
2025-03-08
 【失效分析】热烘箱内壁黄色异物来源分析及改善
2025-01-23
【失效分析】热烘箱内壁黄色异物来源分析及改善
2025-01-23








