
01.测试背景
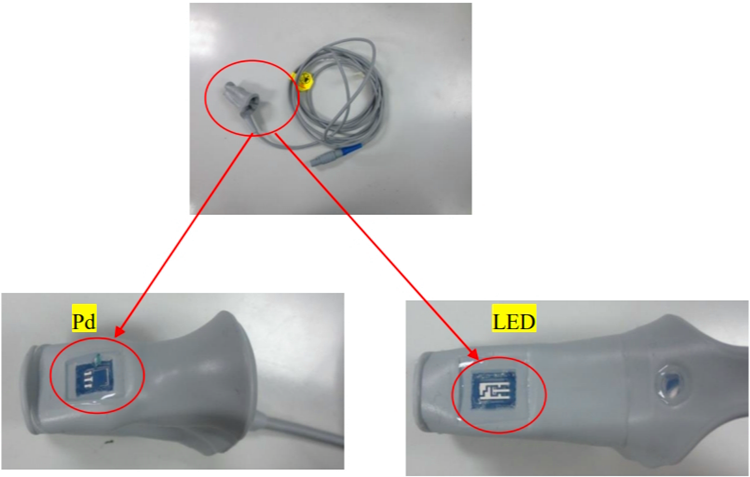
客户反映其生产的血氧探头,在生产、仓储以及客户使用过程中,均有部分产品存在参数(灵敏度)IR值不达标现象,具体表现为IR值偏低或不稳定。
在用力按压指套和去除焊点热熔胶的情况下,血氧探头IR值参数可恢复至达标范围之内。根据其组装工艺流程,推测其焊点可能存在虚焊或是微短路现象。
02.样品信息
04.测试结果
4.1外观检查

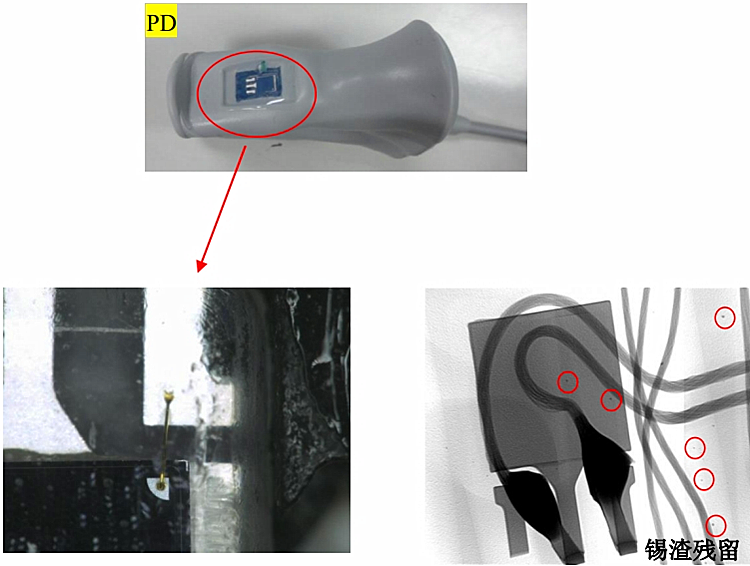
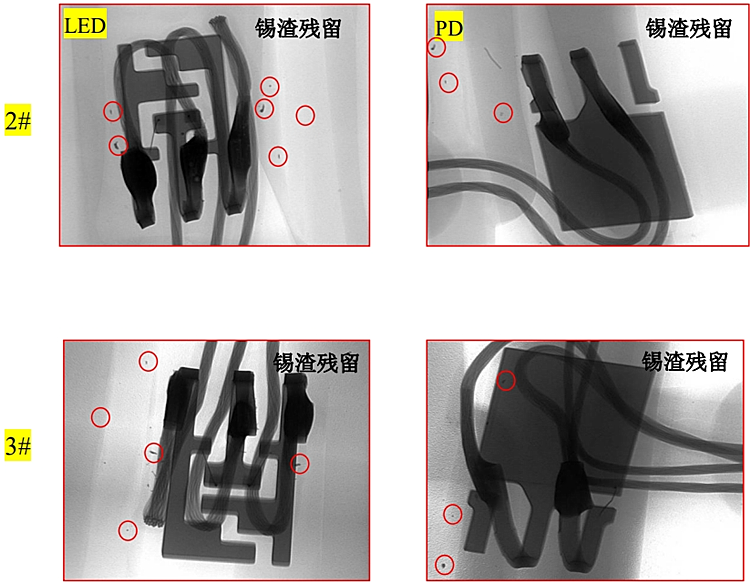
对编号为1#的较严重不良品进行外观检查:3D OM检查PD和LED Bonding均无断裂、脱落等不良现象;3DX-ray检查焊点饱满,无虚焊、明显短路等焊接异常现象,但在焊点附近有金属颗粒,推测为焊接过程的焊锡渣残留。
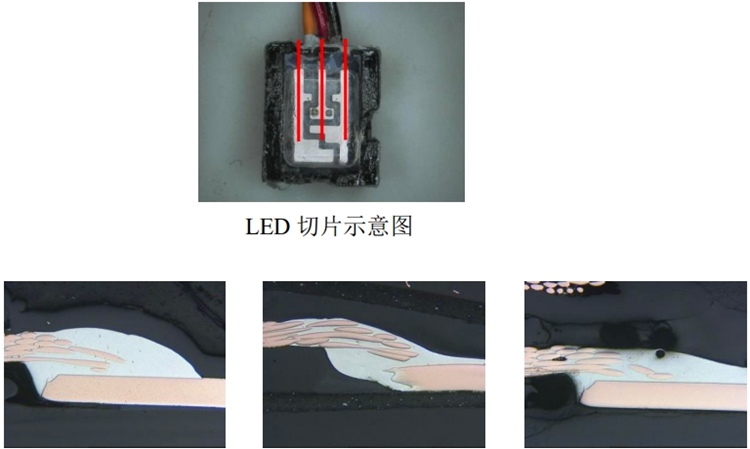
4.2 切片分析
对1#不良品进行焊点切片分析:LED、PD的Pin脚与銅线形成焊点润湿良好,无虚焊、开裂等不良现象。

4.3 SEM+EDS分析
将LED和PD背部热熔胶及保护框分离,观察剥离面成分。
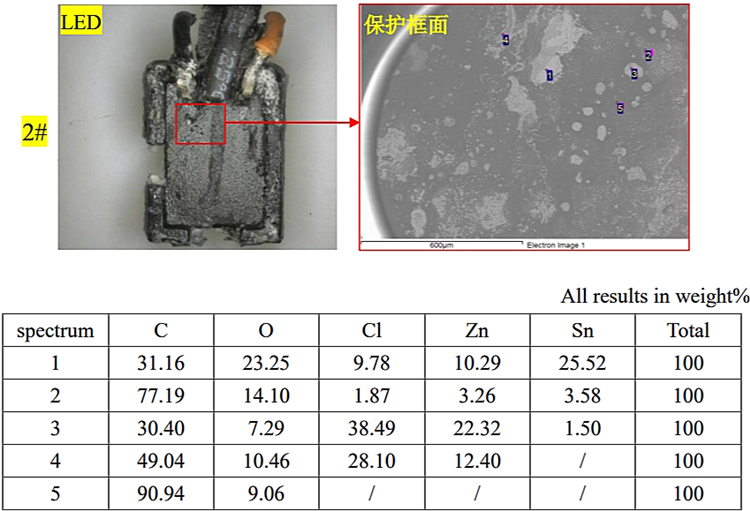
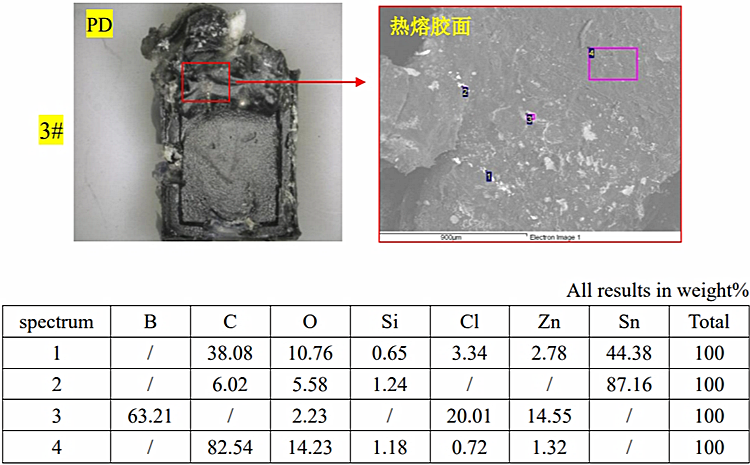
对与焊点贴合的保护框和热熔胶进行EDS成份分析。以便于进一步确认不良品焊点周边区域发现的Cl和Zn元素来源。
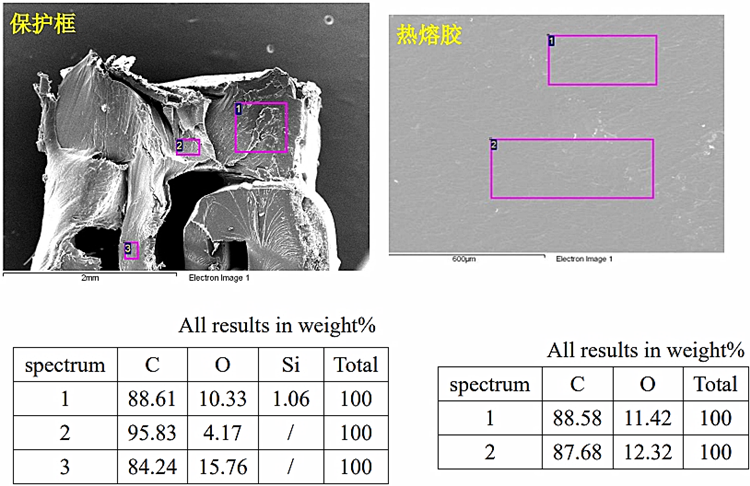
从成份分析结果显示,保护框和热熔胶均不含有Cl、Zn元素。推测大量的Cl、Zn元素可能来自于焊接阶段引入的焊锡丝、助焊剂。
05.结论2.焊点周边区域发现大量Cl、Zn元素。当Zn元素以离子态形式存在时,搭配周边酸性环境,会增大离子迁移的风险,容易导致微短路。
3.手工焊接过程残留的锡渣、助焊剂以及焊点周边的Cl、Zn元素,可能会导致LED和PD的Pin脚间发生微短路现象。松软状态的热熔胶在外力按压时会发生变形,微短路暂时消失,从而出现IR值在不达标范围又恢复到达标范围的现象。
手工焊接后增加清洗流程,避免过多的锡渣和助焊剂残留以及异常元素存在。
推荐阅读:

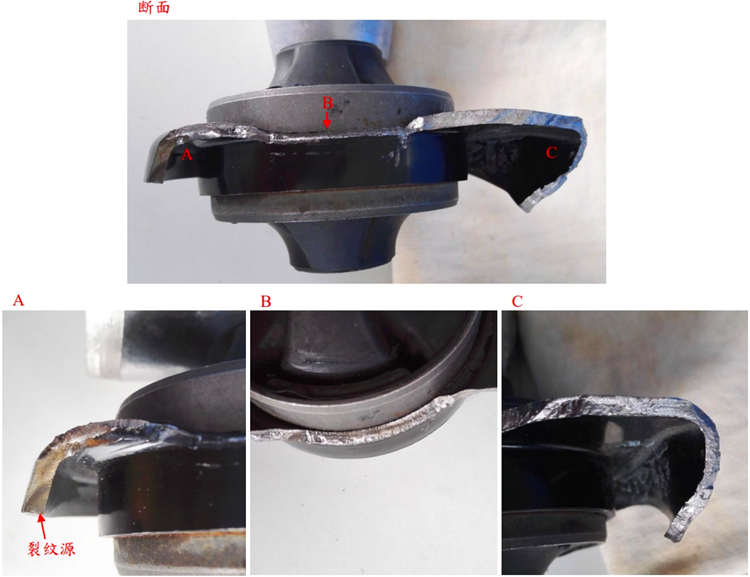 【失效分析】汽车下摆臂断裂失效
2024-06-07
【失效分析】汽车下摆臂断裂失效
2024-06-07
 【失效分析】轨道交通车辆用电缆异物分析
2024-05-23
【失效分析】轨道交通车辆用电缆异物分析
2024-05-23
 【失效分析】螺栓装配过程中断裂失效
2024-04-11
【失效分析】螺栓装配过程中断裂失效
2024-04-11
 【失效分析】双头螺栓断裂失效分析
2024-03-27
【失效分析】双头螺栓断裂失效分析
2024-03-27
 【失效分析】螺杆断裂失效
2024-03-21
【失效分析】螺杆断裂失效
2024-03-21
 【失效分析】汽车驱动轴断裂
2024-03-02
【失效分析】汽车驱动轴断裂
2024-03-02








