
后把手材质为ADC12,铸造工艺为压力铸造,表面经钝化处理。具体图片如图1所示。

02.实验方案
分析流程
测试项目
测试设备
断口表面形貌观察
宏观形貌观察
3D显微镜
微观形貌观察及成分分析
扫描电子显微镜(SEM)+EDS(能谱仪)
切片观察
抛光态&金相组织形貌观察
金相显微镜
材质分析
化学成分测试
火花原子光谱仪
硬度分析
硬度测试
维氏硬度计
结果
结果分析
/
对后把手样品断面进行宏观观察发现:断裂位置发生在固定端与把手端连接处,断面无明显颈缩变形,呈灰色,部份位置可观察到磨损和小亮面;裂纹起源于“L”形台阶拐角底部(A区域),经芯部(B区域)扩展,最后断裂于内弧角表面(C区域)。具体宏观形貌见图2。

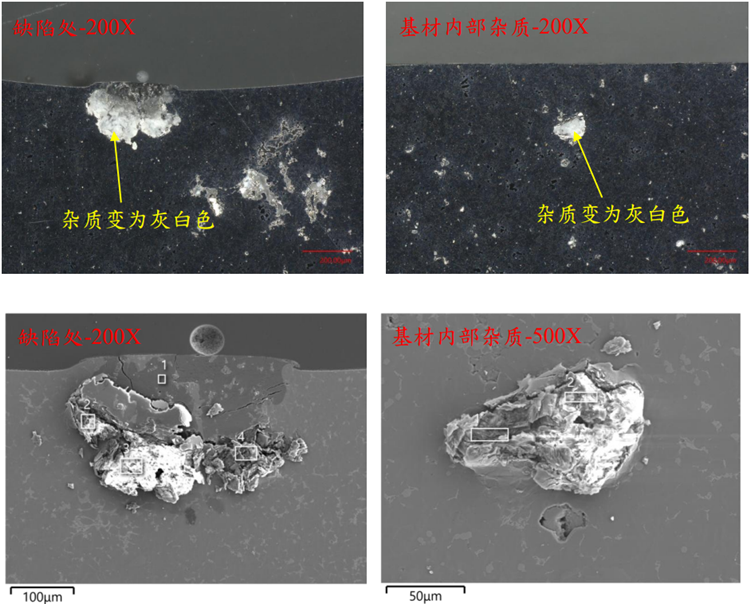
用扫描电子显微镜观察把手端断面发现:在“L”形台阶拐角底部A区域可观察到较多夹渣和气孔缺陷,在芯部B区域可观察到明显疏松和枝晶缺陷,在内弧角表面C区域也可观察到少量疏松和枝晶缺陷,在外拐角D区域可观察到“冷豆”和夹渣缺陷,断面整体呈脆性断裂。具体形貌见图3、4,成分测试结果见表1、2。

表1-夹渣成分结果表(所给结果为质量百分比)
Spectrum
C
O
Mg
Al
Si
Ca
Total
夹渣1
6.74
27.89
/
5.42
0.72
59.23
100.00
夹渣1
14.68
52.91
0.33
1.99
/
30.09
100.00
夹渣1
7.79
38.40
/
3.27
/
50.54
100.00

表2-冷豆成分结果表(所给结果为质量百分比)
SPectrum
C
O
Mg
Al
Si
Fe
Cu
Total
冷豆
15.86
3.97
0.97
63.45
5.58
1.67
5.49
100.00
正常位置
5.99
1.84
/
78.23
11.45
1.24
1.25
100.00
把手端断面下约0.5mm处浅表层位置1和位置2可观察到明显的“冷豆”和气孔缺陷,芯部位置3(对应A区域)可观察到较大的气孔和缩孔等铸造缺陷。具体形貌见图5。

把手端断面下约0.5mm处表层和芯部金相组织均为初生α固溶体+(α+Si)共晶体+少量块状共晶硅。具体形貌见图6。

后把手样品化学成分符合ADC12规格。具体成分结果见表3。
表3-后把手成分结果表(Unit:wt%)
ADC 12
(JIS H 5302-2019)
化学成分
Si
Fe
Cu
Mn
Mg
Zn
Ni
Sn
Pb
Ti
Al
样品
10.47
0.734
1.63
0.256
0.184
0.639
0.061
0.016
0.035
0.052
余量
9.6-12.0
≤1.3
1.5-3.5
≤0.5
≤0.3
≤1.0
≤0.5
≤0.2
≤0.2
≤0.3
/
从硬度测量结果可以看出,后把手表层硬度较芯部硬度稍高。具体硬度测试结果见表4。
表4-后把手硬度结果表
位置
表层
芯部
维氏硬度值(HV0.2)
112
95
2.在后把手“L”形台阶拐角处设置圆角过渡,减少应力集中。
推荐阅读:

 【失效分析】铸铝阀体装配不良分析
2026-05-16
【失效分析】铸铝阀体装配不良分析
2026-05-16
 【失效分析】IC芯片微短路失效
2026-04-18
【失效分析】IC芯片微短路失效
2026-04-18
 AI服务器常用材料检测一站式解决方案
2026-03-21
AI服务器常用材料检测一站式解决方案
2026-03-21
 【失效分析】芯片ESD损伤分析
2026-02-02
【失效分析】芯片ESD损伤分析
2026-02-02
 全氟及多氟烷基物质(PFAS)及其检测介绍
2026-01-17
全氟及多氟烷基物质(PFAS)及其检测介绍
2026-01-17
 【失效分析】汽车发动机螺栓断裂分析
2025-12-17
【失效分析】汽车发动机螺栓断裂分析
2025-12-17








