
01.测针探测方法的运用
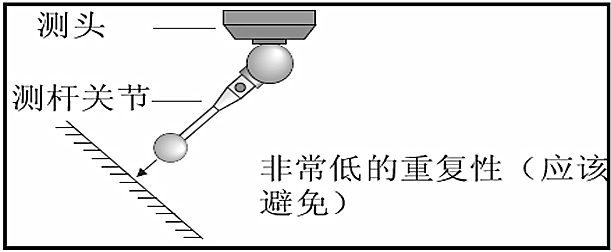
1、在测量过程中,测头要尽可能保持与工件表面垂直。在触发式测头与测头本身垂直时,可以得到最佳的结果,最好在垂直正负20度以内,尽可能避免测头滑向一边,否则会造成非重复的结果。

3、测头采点方向不与测头本身垂直且平行,会造成更差的重复性,所以应该避免测头采点方向与测杆轴线平行且与其有一个角度,那样会造成较大误差。
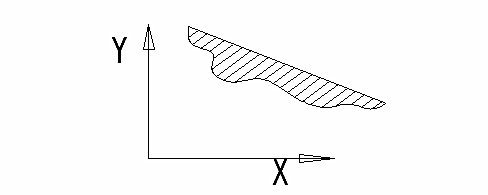
4、当零件和坐标系有一定夹角时,为了保证法向采点,可以先采用测出被测边缘进行补正,然后把操纵盒上的移动方式切换到“Part”模式进行采点,此时得出来点的矢量是与零件边缘垂直的(Part作用:灯亮机台沿工件坐标系移动)。
优尔鸿信量测实验室简介:
优尔鸿信量测实验室是本中心七大功能实验室中设立最早的实验室之一,主要检测设备共100余台(套),检测技术及管理人员100余名,实验室依据国际标准ISO/IEC17025建立严格的质量控制和保证体系,并于2003年取得中国合格评定委员会(CNAS)认可。实验室尺寸量测功能齐全,常做测试项目有:各类复杂零件的全尺寸测量、共面度与翘曲度测量、三维扫描与色阶比对、表面粗糙度测量、螺纹参数测量、齿形误差测量。
推荐阅读:

 【失效分析】LED显示屏模组烧毁分析
2026-07-27
【失效分析】LED显示屏模组烧毁分析
2026-07-27
 【失效分析】MLCC电容失效分析案例
2026-07-20
【失效分析】MLCC电容失效分析案例
2026-07-20
 【失效分析】铸铝阀体装配不良分析
2026-05-16
【失效分析】铸铝阀体装配不良分析
2026-05-16
 【失效分析】IC芯片微短路失效
2026-04-18
【失效分析】IC芯片微短路失效
2026-04-18
 AI服务器常用材料检测一站式解决方案
2026-03-21
AI服务器常用材料检测一站式解决方案
2026-03-21
 【失效分析】芯片ESD损伤分析
2026-02-02
【失效分析】芯片ESD损伤分析
2026-02-02








