
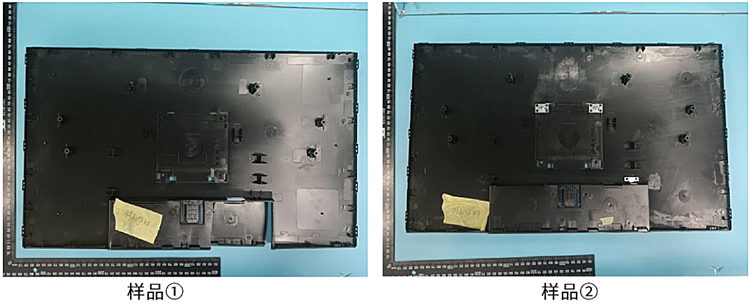
客户外包生产的后盖组装后出现开裂情况,开裂原因为塑胶外壳局部位置存在变形导致。客户提供正常品(样品①)和异常品(样品②)委托实验室进行比对分析,追溯异常翘曲的原因。
二.测试方案
测试项目
设备名称
拉伸强度/拉伸断裂标称应变
万能材料试验机
弯曲强度/弯曲模量
万能材料试验机
悬臂梁冲击强度(缺口)
冲击试验机
FT-IR
傅利叶变换红外光谱分析
Py-GCMS
热裂解-气相色谱质谱联用仪
GC-MS
气相色谱质谱联用仪
CP-OES
等离子体电感耦合发射光谱仪
TGA
热失重分析
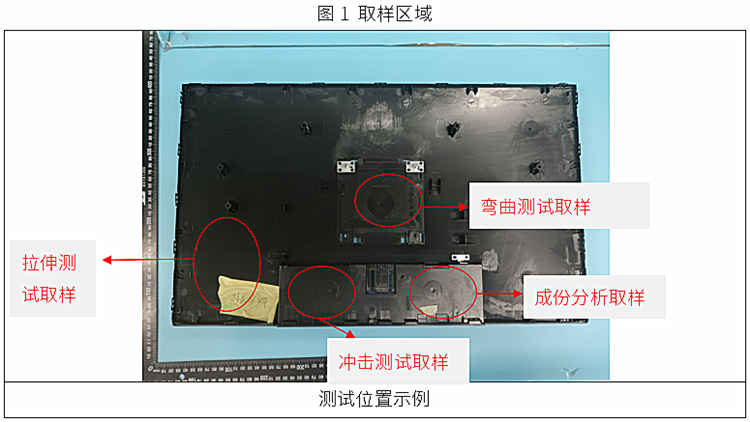
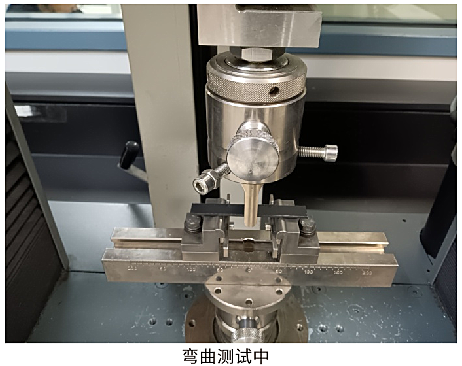
测试位置示例图:
3.1 物理机械性能测试:
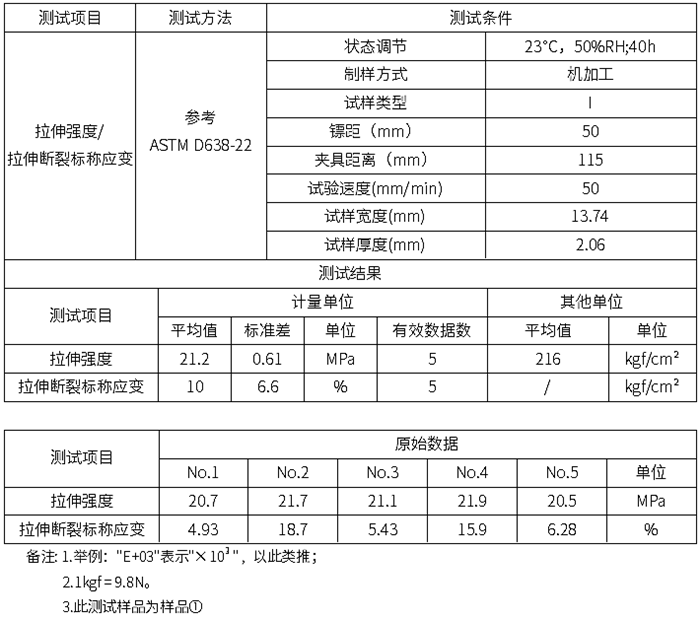
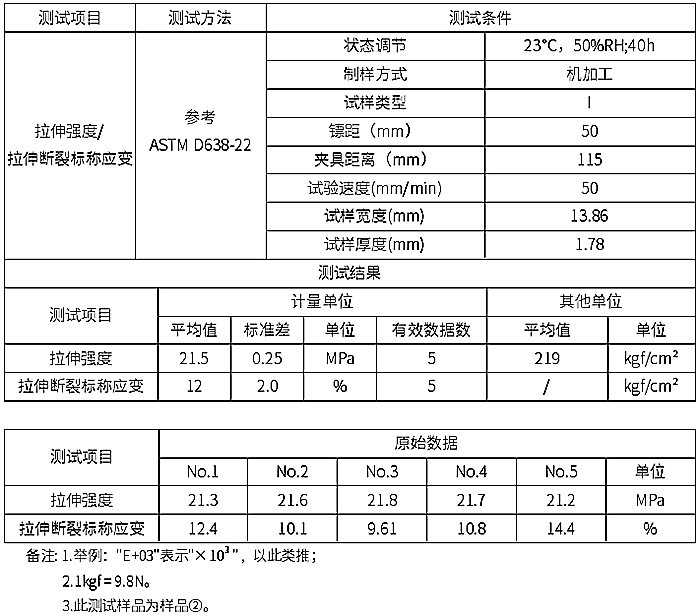
3.1.1 拉伸强度/拉伸断裂标称应变
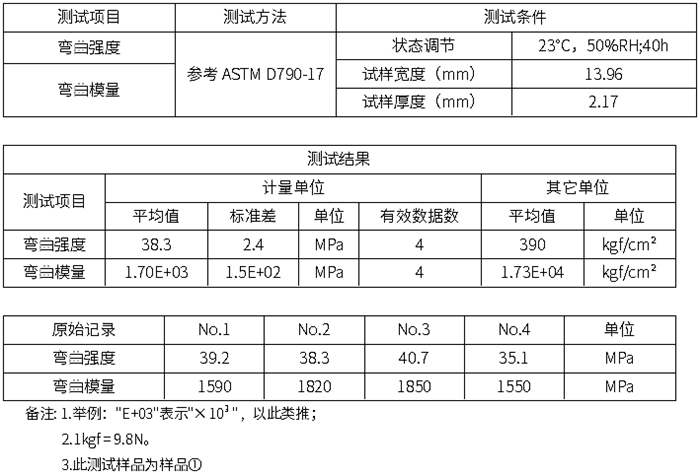
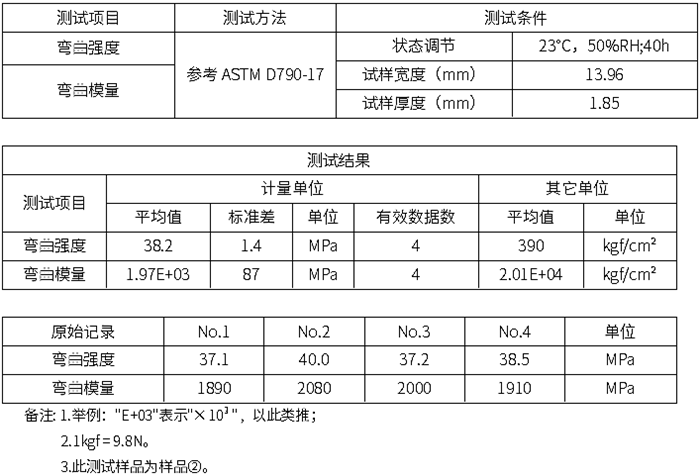
3.1.2 弯曲强度/完全模量:
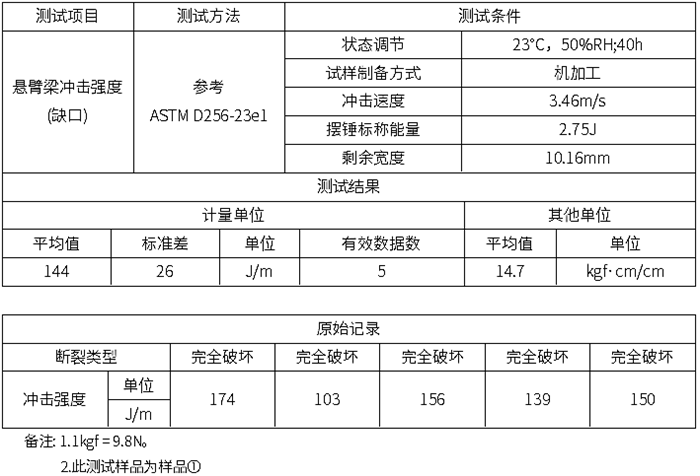
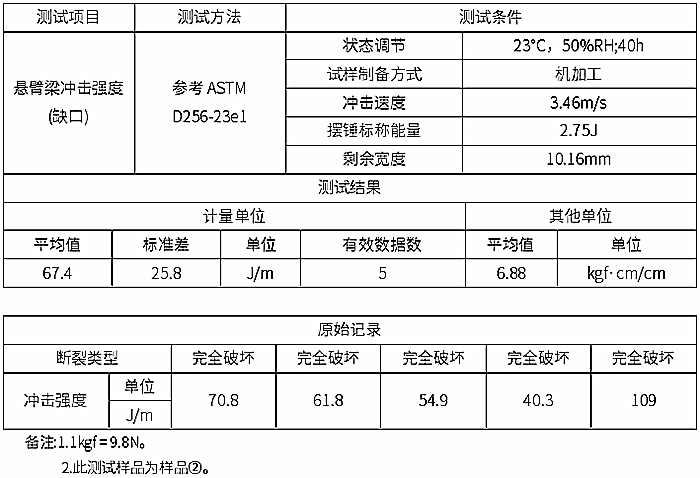
3.1.3 悬臂梁冲击强度(缺口):
3.2 成份分析:
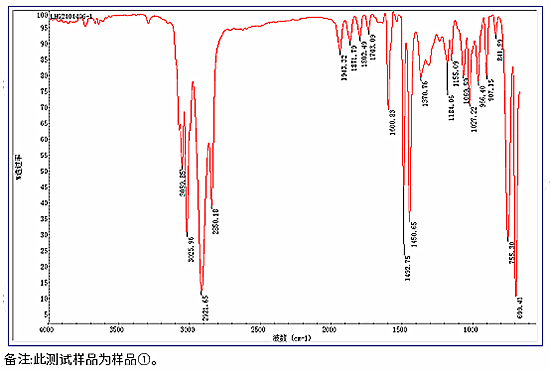
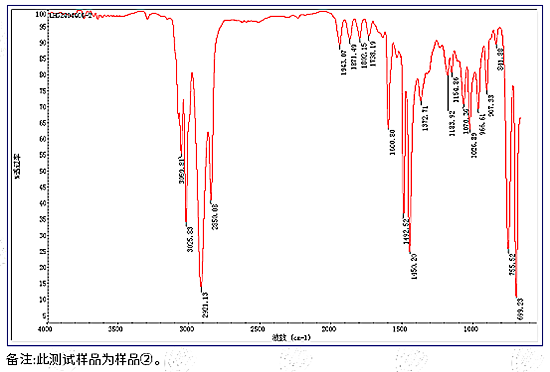
3.2.1 FTIR(红外光谱)分析
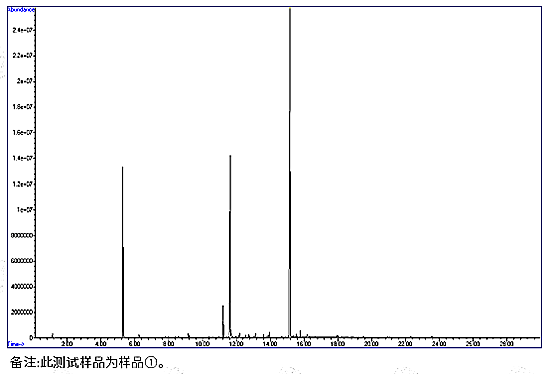
3.2.2 溶剂萃取液气相色谱-质谱联用仪(GC-MS)分析:
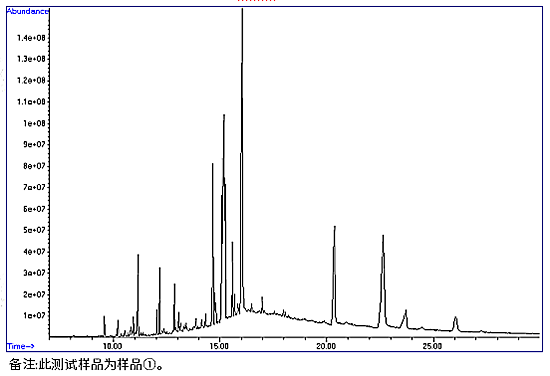
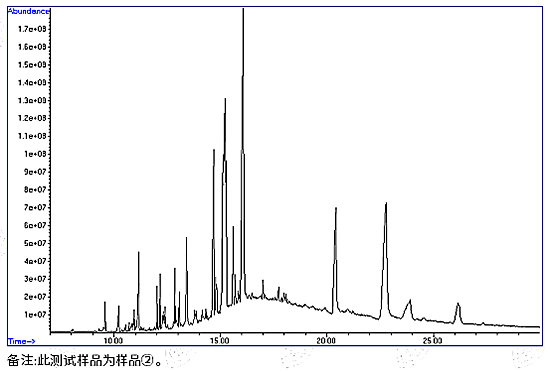
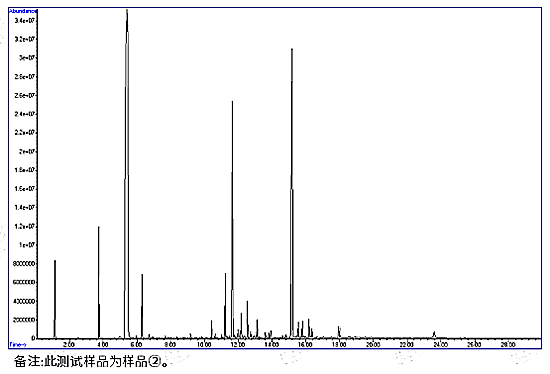
3.2.3 热裂解-气相色谱质谱联用(Py-GCMS)分析:
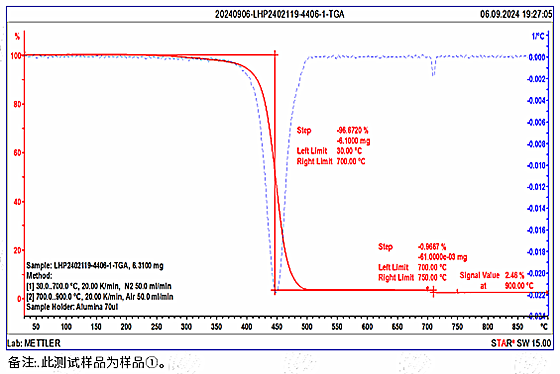
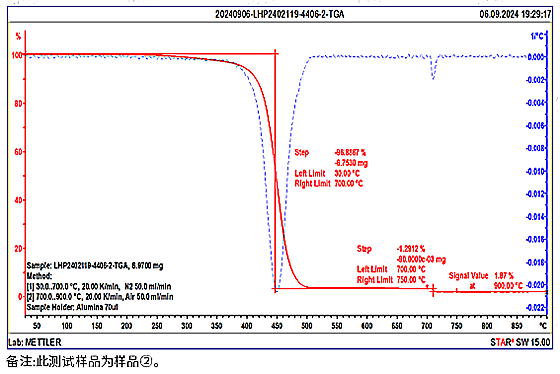
3.2.4 热失重(TGA)分析:


物理机械性能测试结论:
1.因标准的测试样条厚度与产品厚度差异过大,故无法同原料数据进行定性对比。两种产品厚度较为接近,可以横向对比两者的相关物性数据;
2.两产品的物理机械性能较为接近,但其中的冲击强度存在一定差异,正常品比异常品明显偏大,异常品比正常品厚度普遍偏小,这可能影响冲击力在样品断面上的传递从而导致数据差异。
成份分析结论:
1.结果表明异常品存在一定含量的聚碳酸酯(PC)成份,正常品并未检查这一成份,表明异常品存在一定的混料现象;
2.混料的引入可能会造成物料混合不均匀,成型保压后的冷却过程中因不同材料膨胀比例不一,会导致局部出现较大内应力。
五.结论1.当进行切换料或洗机时务必将旧料或洗机料清洗干净,并舍弃前几批试机样;
2.严格管控制品品质,制定相应的规格要求加以管控。
推荐阅读:

 【失效分析】LED显示屏模组烧毁分析
2026-07-27
【失效分析】LED显示屏模组烧毁分析
2026-07-27
 【失效分析】MLCC电容失效分析案例
2026-07-20
【失效分析】MLCC电容失效分析案例
2026-07-20
 【失效分析】铸铝阀体装配不良分析
2026-05-16
【失效分析】铸铝阀体装配不良分析
2026-05-16
 【失效分析】IC芯片微短路失效
2026-04-18
【失效分析】IC芯片微短路失效
2026-04-18
 AI服务器常用材料检测一站式解决方案
2026-03-21
AI服务器常用材料检测一站式解决方案
2026-03-21
 【失效分析】芯片ESD损伤分析
2026-02-02
【失效分析】芯片ESD损伤分析
2026-02-02








