
螺栓与底座为一体成型,材质为40Cr,设计硬度为32-39HRC,热处理工艺为调质处理(淬火+510℃回火),表面进行达克罗处理。具体图片如图1所示。

二、试验方案
分析流程
测试项目
测试设备
断口表面形貌观察
宏观形貌观察
3D显微镜
微观形貌观察及成分分析
扫描电子显微镜(SEM)+EDS(能谱仪)
切片观察
抛光态&腐蚀态形貌观察
金相显微镜
材质分析
化学成分测试
火花原子光谱仪
硬度分析
硬度测试
维氏硬度计
结论
结果分析
/
1#-1、1#-2、2#-1螺栓断面均无明显颈缩,整体较为平齐,可观察到明显贝壳纹,为疲劳断裂特征。具体宏观形貌见图2。
注:客户送检1#、2#两个断裂螺栓,其断裂方式基本一致,且1#螺栓断口保留完整,2#螺栓部分丢失,故后文主要针对1#螺栓进行测试分析。

图2-螺栓断口宏观形貌图
3.2微观形貌观察:
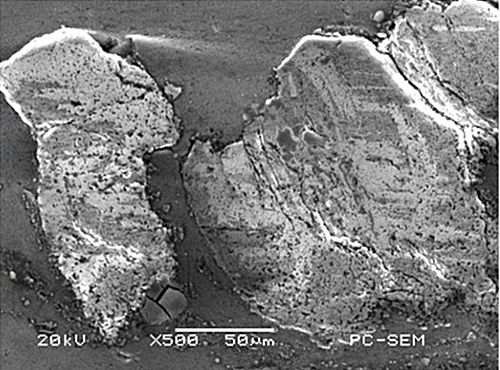
在1#-1螺栓断面A区域可以观察到:裂纹源位于螺栓边缘的齿根底部,且裂纹源附近成分无明显异常(位置2、3未检测到与位置1一致的达克罗层特征元素Zn);扩展区B区域可观察到明显的疲劳辉纹,为疲劳断裂;终断区C区域可观察到河流花样和部分细小韧窝,为准解理断裂。具体形貌见图3。
1.裂纹源附近螺牙根部,裂纹内无达克罗层,说明该裂纹并非在达克罗处理之前产生;
2.断口位置基体未观察到较大气孔和夹杂物;
3.1#螺栓螺牙和芯部组织均为呈带状分布铁素体+珠光体,并非调质组织。具体形貌见图4。

图4-抛光态&腐蚀态形貌图
3.4化学成分测试:表1-螺栓成分结果表
元素
C
Si
Mn
P
S
Cr
Ni
Cu
Mo
Fe
断裂螺栓
0.384
0.243
0.581
0.015
0.005
0.900
0.014
0.028
0.008
余量
40Cr
0.37-0.44
0.17-0.37
0.50-0.80
≤0.030
≤0.030
0.80-1.10
≤0.30
≤0.30
≤0.10
余量
3.5硬度测试:
从硬度测量结果可以看出,螺栓芯部硬度低于管控下限。具体硬度测试结果见表2。
表2-螺栓硬度结果表
测试位置
1#-2 螺牙
1#-2 芯部
硬度 HV0.3
322
299
转换为HRC
32.4
29.6
管控规格 HRC
32-39
改善螺栓热处理工艺,增加调质处理以提高螺栓整体力学性能。
推荐阅读:

 PCB应力应变测试技术
2023-08-23
PCB应力应变测试技术
2023-08-23
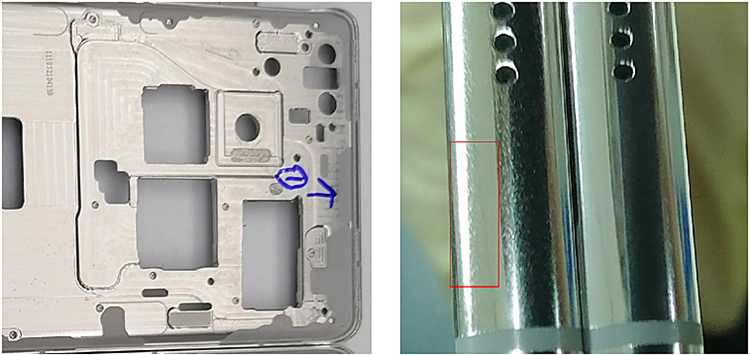
 手机中框3D面精抛、阳极麻点分析
2023-08-21
手机中框3D面精抛、阳极麻点分析
2023-08-21
 材料光老化的影响因素有哪些?
2023-08-17
材料光老化的影响因素有哪些?
2023-08-17
 【失效分析】中框阳极发亮异常
2023-08-12
【失效分析】中框阳极发亮异常
2023-08-12
 【失效分析】铝合金外壳阳极异色线失效分析
2023-08-05
【失效分析】铝合金外壳阳极异色线失效分析
2023-08-05
 铝合金加工中存在的常见问题及解决方法(3)
2023-07-29
铝合金加工中存在的常见问题及解决方法(3)
2023-07-29








